
یکی از ابزارهای پرکاربرد سوراخکاری در کتیا دستور Hole می باشد. با کمک این دستور امکان ایجاد سوراخ با مشخصات و استاندارد مورد نظر روی سطوح فراهم می شود. فرایند سوراخکاری به صورت خلاصه در زیر نشان داده می شود:
ابتدا یک استوانه به قطر 200 میلی متر و ارتفاع 100 میلی متر ترسیم می کنیم. سپس دستور Hole را از نوار ابزار Sketch-Based Features در محیط Part design انتخاب می کنیم. سپس روی سطح مورد نظر کلیک می کنیم. سوراخ بصورت اتفاقی در موقعیتی روی سطح قرار میگیرد.

پنجره زیر پس از اجرای دستور Hole اجرا می شود.
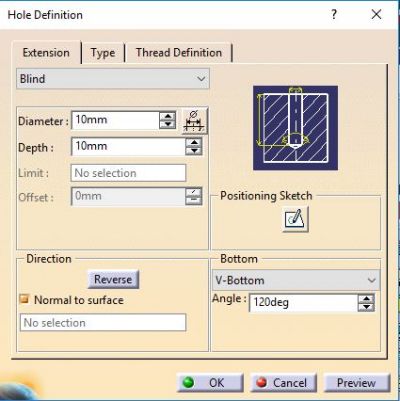
با انتخاب آیکن Sketch Positioning وارد محیط دو بعدی یا همان Sketch می شویم. مرکز دایره به کمک یک نقطه نمایش داده میشود که با اندازه گذاری و قید دهی مختصات دقیق آنرا مشخص می کنیم. پس از جابجایی نقطه، با کلیک روی Exit Workbench وارد محیط سه بعدی میشویم.

از نوار ابزار Type امکان تغییر نوع سوراخ برای پیچ های مختلف و تغییر ابعاد مورد نظر می باشد. از نوار ابزار Thread Definition نیز در صورت نیاز امکان ایجاد رزوه برای سوراخ می باشد. در نهایت بعد از تنظیمات مورد نیاز با کلیک کردن بر روی OK سوراخ مورد نظر بر روی سطح ایجاد می گردد.
اندازه های استاندارد در سوراخکاری
در طراحی از اندازه های استاندارد برای سوراخها استفاده کنید تا بتوان به کمک مته های استاندارد آنها را تولید نمود. استفاده از اندازه غیرمعمول در طراحی سوراخها توصیه نمی گردد زیرا ساخت آنها نیازمند خرید ابزار مخصوص بوده و به همین دلیل هزینه تولید را افزایش می دهد.
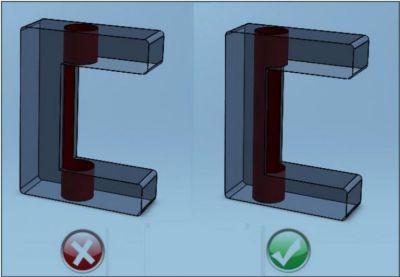
سوراخهای با انتهای تخت
توصیه می شود در طراحی سوراخهای کور , سطح انتهای سوراخ , تخت نبوده و بصورت مخروطی در نظر گرفته شود. سوراخهای با انتهای تخت, انجام عملیات های ماشینکاری آتی (مانند برقوکاری) را دشوار می سازند. بعلاوه از آنجا که ساخت سوراخهای کور با سطح انتهایی تخت , نیازمند ابزار مخصوص می باشد لذا هزینه و زمان تولید محصول را افزایش می دهد.
ایجاد سوراخ با یک مته استاندارد معمولی سبب تولید سوراخی با سطح انتهایی مخروطی شکل می گردد و از همین روی هزینه تولید چنین سوراخهایی در مقایسه با سوراخهای با سطح انتهایی تخت, بمراتب کمتر است.

تداخل سوراخ با حفره های داخلی
در طراحی محصول ,توصیه می شود که از سوراخهایی که با حفره های داخلی قطعه تداخل دارند اجتناب گردد. در غیر اینصورت ,این احتمال وجود دارد که مته سوراخکاری از مسیر اولیه خود منحرف شده و یا مته دچار شکست شود.
سوراخهای ناقص
از طراحی سوراخهای ناقص خودداری کنید زیرا در صورتیکه بخش زیادی از سوراخ خارج از قطعه باشد احتمال زیادی وجود دارد که دریل از مسیر صحیح خود منحرف شود. این مشکل در صورتیکه محور سوراخ روی لبه قطعه یا بسیار نزدیک به آن باشد , شدیدتر خواهد شد. اگر پس از بررسی تمامی گزینه ها , نهایتا راهی جز استفاده از سوراخ ناقص باقی نماند , مطمئن شوید که حداقل ۷۵ درصد مساحت سوراخ داخل قطعه کار قرار گرفته باشد .

سوراخ های عمیق
در طراحی محصول از سوراخهای عمیق و باریک اجتناب کنید زیرا ماشینکاری آنها دشوار است. مته های با قطر کم براحتی از مسیر خود منحرف شده و احتمال شکستن آنها زیاد است . همچنین تخلیه براده در زمان ایجاد چنین سوراخهایی متناسب با عمق نفوذ دریل , افزایش می یابد. در فرایند طراحی , توصیه می شود نسبت عمق به قطر سوراخ کمتر از ۳ باشد.

سطوح ابتدا و انتهای سوراخ
طراحی سوراخها باید بگونه ای باشد که سطوح ابتدا و انتهای سوراخ کاملا بر محور آن عمود باشند .اگر در زمان سوراخکاری, نوک مته وارد یک صفحه غیر متعامد بر محور آن شود, احتمال زیادی وجود دارد که مته از مسیر تعیین شده خارج شود.

اضافه کردن استانداردهای سوراخکاری به کتیا
به منظور اضافه کردن استانداردهای سوراخکاری به کتیا و استفاده از آنها در دستور Hole به صورت زیر عمل میکنیم:
ابتدا محتوی فایل پیوست شده را در مسیر نصب کتیا کپی می کنیم.
دانلود مستقیم استاندارد های رزوه در کتیا(تهیه فایل به همت مهندس مرتضی حسن پور)
C:\Program Files\Dassault Systemes\B20\win_b64\reffiles\standard
or
C:\Program Files \Dassault Systemes \B25 \intel_a \resources \standard \thread

سپس با یک مرتبه باز و بسته کردن کتیا استانداردهای دیگر در سربرگ Thread Definition در منوی کشویی Type ایجاد میشوند. برای استفاده از این استانداردها تیک گزینه Threaded باید فعال باشد.

