
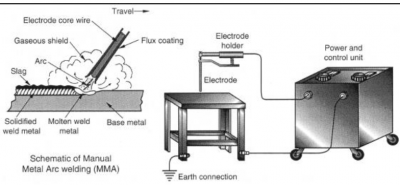
روش جوشکاری قوس دستی Manual Metal Arc Welding (MMA):
قوس الکتریکی ماده را ذوب می کند.
حرکت الکترود توسط دست انجام می شود.
ماده الکترود بعنوان ماده پرکننده مصرف می شود.
پوشش روی الکترود هنگام جوشکاری گازی را تولید می کند
که از جوش محافظت می کند. همچنین سرباره ای ایجاد می کند
که باعث حفاظت از منطقه جوشکاری می شود.
فولادهای کربنی، ضدزنگ، چدن، فلزات پایه نیکل. جوشکاری
فلزات غیر آهنی از این روش پیشنهاد نمی شود.
جوشکاری مواد غیرهمجنس مشکل است.
این روش هم از برق AC و هم از برق DC می تواند استفاده کند.
بازه بسیار گسترده ای از الکترودها برای این نوع جوشکاری
وجود دارد.
نرخ تولید تا 0.2 m/min
بیشترین انعطاف پذیری برای اکثر مواد
معمولا بصورت دستی انجام می شود. هرچند بعضا اتوماسیون نیز استفاده می شود.
تنها با تغییر الکترود می توان برای مواد مختلف استفاده کرد.
مناسب برای جوشکاری قطعات در محل کار خود آنها. تورچ جوشکاری می تواند تا ۲۰ متر از منبع
تغذیه فاصله داشته باشد.
پروسه ناپیوسته است زیرا به تغییر الکترودهای زیاد نیاز است.
مناسب برای تیراژ پایین
هزینه ابزارسازی پایین
هزینه تجهیزات پایین
هزینه کارگر بالا
هزینه پرداخت به نسبت بالا: برای پرداخت سرباره ها و همچنین جوش پاشیده شده بر روی سایر قسمتهای
قطعه
مخازن تحت فشار
سازه های فولادی
کشتی سازی
ساخت لوله
ساخت شاسی ماشینها
تعمیرات
پیچیدگی بالا امکانپذیر
مناسب برای تمامی حالتهای جوشکاری )لب به لب، روی هم، ...(
مناسب برای تمامی جهات جوشکاری )افقی، عمودی، بالای سر(
میتوان قطعاتی را طراحی کرد و ساخت برای آنکه دسترسی بهتر به منطقه جوش حاصل شود.
هرجا ممکن باشد باید جوش در اطراف تار خنثی قطعه متقارن باشد.
اگر ماده حول خط جوشکاری متقارن باشد باعث کاهش پیچش قطعه می شود.
پاس های جوشکاری حتی الامکان نباید به یکدیگر برسند.
برای خروج گاز و بخارات از منطقه جوشکاری حتما باید تمهیدی اندیشیده شود.
حداقل ضخامت ۱.۵ میلیمتر. حداکثر ۲۰۰ میلیمتر
حداقل ضخامت برای جوشهای چندپاسه ۱۰ میلیمتر
جوش با ضخامتهای غیر یکسان مشکل است.
جوش با کیفیت مناسب و واپیچش متوسط قابل دستیابی
کیفیت و همگن بودن جوش بسیار به مهارت جوشکار وابسته است.
تست جوش بسیار مهم
آماده سازی لبه های جوش مهم است. باید لبه های جوش تمیزکاری شوند تا جوشی مناسب و
بدون ناخالصی داشته باشیم.
ناحیه HAZ وجوددارد.
ممکن است نیاز به فیکسچرهای جوشکاری برای ثابت نگه داشتن قطعات و جلوگیری از
واپیچش داشته باشیم.
برای جلوگیری از نفوذ بیش از حد می توان از صفحات فلزی استفاده کرد.
می توان عناصر آلیاژی مورد نیاز در جوش را در الکترود وارد کرد.
الکترودها باید خشک باشند و هیچگونه روغن یا گریس بر روی آنها وجود نداشته باشد.
برای فولادها با درصد کربن بالا باید از الکترودهای بدون هیدروژن استفاده کرد تا امکان ایجاد
ترک هیدروژنی کاهش یابد
سرباره جوش باعث حفاظت از جوش و حفظ شکل آن می شود.
جوش باید در دمای اتاق سرد شود و سپس سرباره جدا شود.
وقتی طول الکترود به ۵۰ میلیمتر کاهش یافت، باید تعویض شود.
شدت جریان در حین جوشکاری باید ثابت بماند. نیاز به منبع تغذیه پایداری دارد.
ممکن است هنگام جوشکاری با برق DC ، انحراف قوس رخ دهد. این امر بخصوص در
مورد مواد مغناطیسی ممکن است رخ دهد.
ممکن است نیاز به پیش گرم کردن قطعات باشد.
قابلیت جوشکاری ماده بسیار مهم
کیفیت سطح متوسط. ذرات جوش ممکن است بر روی سطح پاشیده شود و کیفیت
سطح را خراب کند.
تلرانسهای تولیدی 0.1 mm

جوشکاری زیرپودری Submerged Arc Welding (SAW):
یک فلاکس پودر ابتدا بر روی فلز ریخته می شود و جوشکاری
در زیر این پودر انجام می شود. الکترود مصرفی است که
بصورت اتوماتیک به منطقه جوش وارد می شود. پودر ریخته
شده از منطقه جوش حفاظت می کند و همچنین عناصر آلیاژی
مورد نیاز را به جوش می دهد. پودرهای مصرف نشده بازیافت
می شود.
فولادهای کربنی و ضدزنگ، بعضی از آلیاژهای نیکل
جوشکاری مواد غیرهمجنس از این روش مشکل
بیشترین نرخ جوش ریزی در بین روشهای جوشکاری )مناسب برای جوشکاری های
سنگین(
سرعت بین ۰.۱ تا ۵ متر بر دقیقه
مناسب برای جوشهای پیوسته چندپاسه یا یک پاسه بر روی ورقهای ضخیم
نرخ تولید بالا در عین حال مصرف انرژی بالا
مناسب برای تیراژهای پایین
هزینه ابزار کم تا متوسط.
هزینه تجهیزات بالا
هزینه کارگر پایین
تجهیزات مربوط به پودر ممکن است هزینه بر باشد.
هزینه پرداخت بالا
صنایع کشتی سازی
مخازن تحت فشار
سازه های فولادی
ساخت لوله
پیچیدگی محدود
مناسب برای جوشکاری افقی. با انجام تمهیداتی می توان برای
جوشکاری عمودی نیز استفاده کرد.
در طراحی باید خط جوش مستقیم طراحی شود.
حداقل ضخامت ورق ۵ میلیمتر و حداکثر ۳۰۰ میلیمتر
حداقل ضخامت برای جوشهای چندپاسه ۴۰ میلیمتر
جوش ورقها با ضخامتهای متفاوت بسیار مشکل
جوش با کیفیت بالا و واپیچش پایین
جوش همگن و پیوسته است. خصوصیات مکانیکی به نسبت مناسب. بدلیل حجم بالای جوش قطعه دانه
درشت می شود.
تست جوش بسیار مهم
آماده سازی لبه های جوش مهم است. باید لبه های جوش تمیزکاری شوند تا جوشی مناسب و بدون ناخالصی
داشته باشیم.
ناحیه HAZ وجوددارد.
ممکن است نیاز به فیکسچرهای جوشکاری برای ثابت نگه داشتن قطعات و جلوگیری از واپیچش داشته باشیم. برای جلوگیری از نفوذ بیش از حد می توان از صفحات فلزی استفاده کرد.
می توان عناصر آلیاژی مورد نیاز در جوش را در الکترود وارد کرد.
پودر باید خشک باشد.
جوش باید در دمای اتاق سرد شود و سپس سرباره جدا شود.
ممکن است نیاز به پیش گرم کردن قطعات باشد.
قابلیت جوشکاری ماده بسیار مهم
تلرانس های تولیدی ۲ میلیمتر
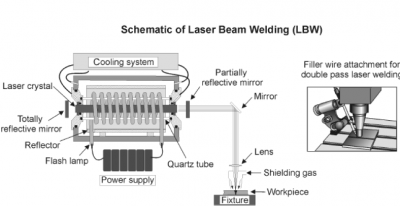
روش جوشکاری لیزری Laser Beam Welding (LBW):
گرمای مورد نیاز برای جوشکاری توسط پرتو لیزر تامین می شود.
معمولا فولادهای کربنی و ضدزنگ
جوشکاری آلومینیوم و فولادهای پرآلیاژ مشکل. برای چدن
استفاده نمی شود.
با استفاده از لیزرهای دی اکسید کربن، Nd-YAG ، Nd-glass و
... حالتهای پیوسته یا پالسی
گاز محافظ آرگون معمولا استفاده می شود.
نرخ جوشکاری بین 0.25-13 m/min
تیراژ تولید متوسط
مصرف انرژی بالا
زمان بیکاری پایین
هزینه بستن قطعه پایین
بازده مواد بالا
اتوماسیون بالا امکانپذیر
با تغییر پارامترهای لیزر قابلیت انجام پروسه های متفاوت را دارد.
هزینه ابزار بسیار بالا
هزینه تجهیزات بالا
هزینه کارگر متوسط
جوش ایمپلنتها
جوش قطعات الکترونیکی
جوش بخشهای دقیق آب بندها
لیزر می تواند در حالتهای مختلف با اندازه لکه و شکل متفاوت
استفاده شود. برای پروفیلهای دوبعدی میتواند استفاده شود.
مناسب برای جوش افقی
لیزر و درز جوش باید بدقت در مقابل یکدیگر قرار گیرند.
باید تماس اولیه ای بین دو ماده مورد جوشکاری برقرار شود.
معمولا از ماده پرکننده استفاده نمی شود.
حتی الامکان باید جوش حول تار خنثی متقارن باشد.
حداقل ضخامت ورق 0.1 mm . حداکثر 20 mm
حداقل ضخامت برای جوش چندپاسه ۱۳ میلیمتر
جوش با ضخامتهای متفاوت مشکل
برای موادی که نقطه ذوب و تبخیر آنها به هم نزدیک است مشکل است.
ناحیه HAZ بسیار کوچک است که بدلیل کوچک بودن قطر پرتو است. با این
حال در مورد قطعات نازک ایجاد اشکال می کند.
تنشهای پسماند کم است بنابراین فیکسچرهای ساده ای مورد نیاز است.
از گاز محافظ )معمولا آرگون(برای حفاظت از منطقه جوش استفاده می شود.
در مورد لیزرهای پالسی، کنترل زمان روشن و خاموش بودن پالس در تنشهای
پسماند، ناحیه متاثر از حرارت، عمق و عرض حوضچه مذاب موثر است.
خاصیت انعکاس نور سطح بسیار مهم است. سطوح مات و ناصاف ارجحیت
دارند.
کیفیت سطح مناسب

جوشکاری سرد: کلیه مواد نرم مانند فولادهای کربنی، آلومینیوم،
مس و ...
جوشکاری اصطکاکی: کلیه مواد حتی مواد غیرهمجنس مانند
جوشکاری آلومینیوم به فولاد
جوشکاری التراسونیک: برای اکثر مواد نرم
جوشکاری انفجاری: برای اکثر مواد. جوشکاری مواد
غیرهمجنس بسیار عالی انجام می شود.
چسبیدن نفوذی: فولادهای ضدزنگ، آلومینیوم، فولادهای کم
آلیاژ
جوش سرد:
مواد در دمای اتاق در مقابل یکدیگر قرار می گیرند و به یکدیگر
فشرده می شوند. سطوح باید تمیز شده باشند و حتی الامکان
توسط برس سیمی خراش هایی بر روی آنها ایجاد شده باشد.
یک ابزار سخت شده ارتعاشات با دامنه کم و فرکانس بالا را بر
روی قطعات ایجاد می کند. در اثر اصطکاک بین قطعات دما بالا
می رود و دو قطعه در یکدیگر نفوذ می کنند.
دو قطعه یکی ثابت و دیگری دوار در مقابل یکدیگر قرار می
گیرند و به هم فشرده می شوند. در اثر اصطکاک بین دو سطح
دما بالا رفته و دو قطعه به یکدیگر جوش می خورند.
انفجار بر روی قطعات باعث می شود که دو قطعه تحت فشار
بسیار بالایی قرار گرفته و به یکدیگر جوش بخورند.
دو قطعه با فشار نه چندان زیاد و با دمای نه چندان بالا در تماس
با یکدیگر قرار می گیرند. پس از مدت زمان محدودی دو قطعه
در هم نفوذ کرده به یکدیگر متصل می شوند.
ویژگیهای اقتصادی:
نرخ تولید در جوش اصطکای و سرد بالا )سیکل تولید ۳۰ ثانیه( در التراسونیک متوسط
و در انفجاری و نفوذی پایین
زمان بیکاری معمولا پایین
بازده مواد عالی
اتوماسیون بالا امکانپذیر )بجز انفجاری(
نیاز به ماده پرکننده نیست
مناسب برای تیراژهای پایین
هزینه ابزار پاین تا متوسط
هزینه تجهیزات برای سرد و انفجاری پایین و برای التراسونیک، اصطکاکی و نفوذی بالا
هزینه کارگر پایین
هزینه پرداخت پایین
سرد: جوش درپوشها به لوله ها، اتصال سیم ها
التراسونیک: اتصال ورقها به یکدیگر، اتصالات پلاستیکها به
یکدیگر، جوشهای سبک
اصطکاکی: اتصالات مغزی شیرهای بزرگ
انفجاری: اتصالات ورقهای بزرگ غیرهمجنس به یکدیگر مثلا
برای ورقهای استفاده شده در مخازن پتروشیمی
نفوذی: برای اتصالات مواد در صنعت هوافضا، هسته ای،
اتصالات ایمپلنتهای پزشکی و لایه های فلزی در صنعت
الکترونیک
دسترسی به محل اتصال مهم
جوش ورق با ضخامتهای متفاوت در روشهای سرد، التراسونیک،
انفجاری و نفوذی ممکن
ضخامت ورقها:
سرد ۵-۲۰ میلیمتر
التراسونیک ۰.۱ تا ۳ میلیمتر
انفجاری ۲۰ تا ۵۰۰ میلیمتر
اصطکاکی قطر ۲ تا ۱۵۰ میلیمتر
نفوذی ۰.۵ تا ۲۰ میلیمتر
ویژگیهای کیفی:
واپیچش بسیار کم یا صفر )بجز انفجاری(
بدون قوس الکتریکی و ذرات پرتاب شده جوش
هم محوری قطعات در کیفیت جوش بسیار مهم
قطعات باید قابلیت تحمل بارها و گشتاورهای بالا را در زمان طولانی داشته باشند
نکات ایمنی در مورد حمل و نقل مواد انفجاری و استفاده از آنها باید رعایت گردد.
معمولا استحکام جوش با استحکام ماده زمینه برابر است.
آماده سازی سطح پیش از عملیات مهم
کیفیت سطح مناسب
تلرانسهای تولیدی برای نفوذی بسیار بسته، برای اصطکاکی، سرد و التراسونیک متوسط
و برای انفجاری باز

